Температура Воды

Модельный состав вытапливают в ванне или термошкафу. Модельные блоки погружают в горячую воду литниковыми чашами вверх. Если сборка моделей производилась на металлическом стояке, то спустя 2-3 мин. со времени погружения комплекта в воду стояк извлекают из блока, а через 10-15 мин. должно прекратиться выделение модельной массы из литниковых чаш. Вытопленная модельная масса с поверхности воды собирается в приемнике ванны.
далее

Измеряемую иглу хвостовиком вставляют в отверстие толкателя, а конус иглы направляют в фаску толкателя. По стрелке индикатора определяют отклонение расстояния от контрольного конуса иглы до ее заплечика. Нижний торец корпуса распылителя шлифуют, установив деталь на оправку приспособления с упором в переходный конус и креплением за заплечик.
далее






Интересное
- Машины Компрессорного Действия
- Контроль Размеров Деталей
- Пружина
- Ось Грузиков
- Трехплечий Рычаг
- Механическая Обработка Деталей После Наплавки
- Отверстия Под Подшипники
- Наружный Рычаг Регулятора
- Цилиндр Основного Плунжера
- Крышка и Фланец
- Верхняя Половина Модели Корпуса
- Пазы Под Пальцы Толкателей
- Пружина в Сборке
- Рабочий Конус Детали
- Обработка Отверстий Под Гнезда Подшипников Кулачкового Вала





"Корпус Насоса"
Такую же установку детали применяют и в следующей операции ...
"Детали"
В ряде сопряжений деталей допускается увеличение зазора ...

"Отливка"
Вследствие большой газопроницаемости оболочковых форм воздух и газы ...

"Станки"
Затем комплект литья ставят на плиту пневматической вибрационной установки ...
Материал и качество изготовления притиров

Работы академика И. В. Гребенщикова показали, что химические процессы, происходящие на поверхности детали во время доводки, оказывают существенное влияние на обработку. Под воздействием олеиновой кислоты и других элементов пасты на поверхности детали вместо прочной окисной пленки образуется более мягкая пленка. В процессе притирки она легко снимается с поверхности гребешков (неровностей) детали.
Материал и качество изготовления притиров оказывают существенное влияние на чистоту и точность обработки детали.
Половины пальцев

В гнезда толкателей и отверстия под пробки вставляют ступенчатые направляющие пальцы приспособления. Пальцы составные, из двух продольных половин, примыкающих одна к другой в верхней утолщенной части.
Половины пальцев вставлены во втулки плиты приспособления и зафиксированы при помощи пластинки, входящей в выемки их фланцев и закреплены головками винтов.
Половины пальцев имеют в утолщенной части паз для направления прошивки. В одной половине пальца форма паза прямоугольная, в другой более сложная, с выступом для замка прошивки.
Горизонтальная ось

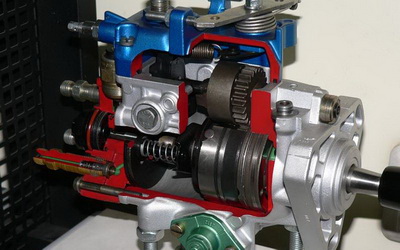
НАСОС КДМ
Сборку узлов топливного насоса КДМ на заводах массового производства и на крупных ремонтных предприятиях производят на специализированных постах, а общую сборку — на поточной линии. На ремонтных предприятиях с незначительной программой общая сборка производится на специализированных постах.
Посадка втулок производится с натягом 0,008—0,052 мм. Передняя втулка выступает над плоскостью блока на 22 + 0,5 мм. Отверстие для смазки в этой втулке должно находиться на уровне горизонтальной оси детали и обращено в сторону передней стенки корпуса насоса.
Трещины перемычек
 Трещины на перемычках между резьбовыми отверстиями под пробки заваривают ацетилено-кислородной сваркой. Разделав трещины под сварку, корпус нагревают в электрической печи до температуры 120—140° С. Горячую деталь укладывают в специальный теплофикационный ящик и горелкой № 2 подогревают кромки трещины, подготовленные к сварке. Пламя должно быть нейтральное или с незначительным избытком ацетилена. Когда металл нагреется до температуры плавления, наносят флюс марки ЛФ-4 и заплавляют подготовленный шов электродом диаметром 3—4 мм из сплава АЛ9.
Трещины на перемычках между резьбовыми отверстиями под пробки заваривают ацетилено-кислородной сваркой. Разделав трещины под сварку, корпус нагревают в электрической печи до температуры 120—140° С. Горячую деталь укладывают в специальный теплофикационный ящик и горелкой № 2 подогревают кромки трещины, подготовленные к сварке. Пламя должно быть нейтральное или с незначительным избытком ацетилена. Когда металл нагреется до температуры плавления, наносят флюс марки ЛФ-4 и заплавляют подготовленный шов электродом диаметром 3—4 мм из сплава АЛ9.Последние Новости















Кадмирование
 Цинковые электроды, интенсивно растворяясь, засоряют электролит, поэтому их помещают в полотняные чехлы. После цинкования детали промывают в холодной проточной воде, а затем для повышения антикоррозийной стойкости производят пассивирование (осветление). Детали на 3—5 сек. погружают в раствор, содержащий 150 г хромового ангидрида, 4 г серной кислоты на 1 л воды. ... далее
Цинковые электроды, интенсивно растворяясь, засоряют электролит, поэтому их помещают в полотняные чехлы. После цинкования детали промывают в холодной проточной воде, а затем для повышения антикоррозийной стойкости производят пассивирование (осветление). Детали на 3—5 сек. погружают в раствор, содержащий 150 г хромового ангидрида, 4 г серной кислоты на 1 л воды. ... далее




Силуминовые Электроды
 При электродуговой сварке в качестве электродов лучше применять литье стержни из силумина. Диаметр электрода определяется толщиной наплавляемого металла. При толщине наплавляемого металла 2-3 мм диаметр электрода равен 4 мм. Для слоя толщиной 5-6 мм применяют стержень диаметром 5 мм. ... далее
При электродуговой сварке в качестве электродов лучше применять литье стержни из силумина. Диаметр электрода определяется толщиной наплавляемого металла. При толщине наплавляемого металла 2-3 мм диаметр электрода равен 4 мм. Для слоя толщиной 5-6 мм применяют стержень диаметром 5 мм. ... далее




Пазы Против Опор
 Обработку корпуса насоса начинают с фрезерования верхней и нижней плоскостей. Насос устанавливают в приспособление на столе горизонтально-фрезерного станка. В качестве баз для установки детали используют бобышки под стопоры гильз и подшипников на боковой поверхности насоса со стороны полости. Базой в направлении по высоте насоса (по ширине стола) служит необрабатываемая верхняя стенка полости насоса ... далее
Обработку корпуса насоса начинают с фрезерования верхней и нижней плоскостей. Насос устанавливают в приспособление на столе горизонтально-фрезерного станка. В качестве баз для установки детали используют бобышки под стопоры гильз и подшипников на боковой поверхности насоса со стороны полости. Базой в направлении по высоте насоса (по ширине стола) служит необрабатываемая верхняя стенка полости насоса ... далее




Ленд Ровер Сервис - сервис и запчасти Land Rover.
 Для электроискровой обработки конуса корпуса распылителя на Ногинском заводе топливной аппаратуры применяют трехсуппортный станок...
Для электроискровой обработки конуса корпуса распылителя на Ногинском заводе топливной аппаратуры применяют трехсуппортный станок... Для того чтобы обеспечить плотность и равномерную твердость наплавленного металла, особое внимание уделяют приготовлению флюса...
Для того чтобы обеспечить плотность и равномерную твердость наплавленного металла, особое внимание уделяют приготовлению флюса...  При установке ротора в сборе с пружиной, штифтом и двумя лопастями, торцовый зазор между торцовыми поверхностями корпуса и лопасти...
При установке ротора в сборе с пружиной, штифтом и двумя лопастями, торцовый зазор между торцовыми поверхностями корпуса и лопасти...  Отверстия под сальники и шариковые подшипники кулачкового вала в установочном фланце и фланце крепления регулятора топливных ...
Отверстия под сальники и шариковые подшипники кулачкового вала в установочном фланце и фланце крепления регулятора топливных ... На заводах-изготовителях и на предприятиях капитального ремонта дизелей производят качественную комплектовку точных...
На заводах-изготовителях и на предприятиях капитального ремонта дизелей производят качественную комплектовку точных...