Температура Воды

Модельный состав вытапливают в ванне или термошкафу. Модельные блоки погружают в горячую воду литниковыми чашами вверх. Если сборка моделей производилась на металлическом стояке, то спустя 2-3 мин. со времени погружения комплекта в воду стояк извлекают из блока, а через 10-15 мин. должно прекратиться выделение модельной массы из литниковых чаш. Вытопленная модельная масса с поверхности воды собирается в приемнике ванны.
далее

Измеряемую иглу хвостовиком вставляют в отверстие толкателя, а конус иглы направляют в фаску толкателя. По стрелке индикатора определяют отклонение расстояния от контрольного конуса иглы до ее заплечика. Нижний торец корпуса распылителя шлифуют, установив деталь на оправку приспособления с упором в переходный конус и креплением за заплечик.
далее






Интересное
- Машины Компрессорного Действия
- Контроль Размеров Деталей
- Пружина
- Ось Грузиков
- Трехплечий Рычаг
- Механическая Обработка Деталей После Наплавки
- Отверстия Под Подшипники
- Наружный Рычаг Регулятора
- Цилиндр Основного Плунжера
- Крышка и Фланец
- Верхняя Половина Модели Корпуса
- Пазы Под Пальцы Толкателей
- Пружина в Сборке
- Рабочий Конус Детали
- Обработка Отверстий Под Гнезда Подшипников Кулачкового Вала





"Корпус Насоса"
Такую же установку детали применяют и в следующей операции ...
"Детали"
В ряде сопряжений деталей допускается увеличение зазора ...

"Отливка"
Вследствие большой газопроницаемости оболочковых форм воздух и газы ...

"Станки"
Затем комплект литья ставят на плиту пневматической вибрационной установки ...
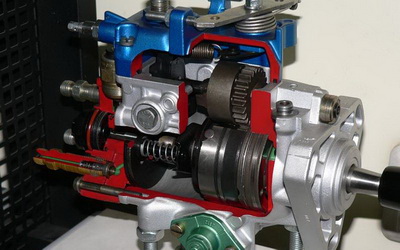
ТОПЛИВОПОДКАЧИВАЮЩИЕ НАСОСЫ
 Для сборки топливного насоса с регулятором его закрепляют на поворотном стенде и тщательно протирают поверхности деталей. Из переходного штуцера топливного насоса вынимают заглушку и на штуцер устанавливают резиновое уплотнительное кольцо. На шпильки корпуса регулятора надевают прокладку толщиной 0,5—0,7 мм. Поверхность передней втулки насоса и шейку валика привода смазывают маслом. Топливный насос на корпусе регулятора устанавливают так, чтобы шейка валика привода вошла в переднюю втулку насоса (зазор 0,025 — 0,077 мм) без перекоса; паз на торце кулачкового вала насоса должен совпасть с выступом валика привода.
Для сборки топливного насоса с регулятором его закрепляют на поворотном стенде и тщательно протирают поверхности деталей. Из переходного штуцера топливного насоса вынимают заглушку и на штуцер устанавливают резиновое уплотнительное кольцо. На шпильки корпуса регулятора надевают прокладку толщиной 0,5—0,7 мм. Поверхность передней втулки насоса и шейку валика привода смазывают маслом. Топливный насос на корпусе регулятора устанавливают так, чтобы шейка валика привода вошла в переднюю втулку насоса (зазор 0,025 — 0,077 мм) без перекоса; паз на торце кулачкового вала насоса должен совпасть с выступом валика привода.Хвостовики толкателей

Индикатором проверяют величину продольного перемещения кулачкового вала, равную 0,5—0,8 мм. Если величина люфта вала не укладывается в норму, то снимают крышку и заменяют прокладку.
После установки кулачкового вала ставят нижнюю крышку корпуса и закрепляют ее болтами. Далее, повернув корпус насоса основанием вниз, на торцы толкателей устанавливают тарелки и завертывают хвостовики.
Лотки тарелок толкателей должны быть обращены в сторону задней стенки блока топливного насоса. Затем проверяют положение хвостовиков толкателей по высоте.
Топливный плунжер

Размеры и правильность геометрической формы отверстия контролируют пневматическими калибрами. Овальность, конусность и кривизна отверстия должны быть в пределах 3 мк. Больший диаметр конуса должен быть со стороны хвостовика.
Для облегчения последующего подбора деталей втулки сортируют на группы через 1 мк и клеймят электрографом.
Обработка плунжерных пар. Совместную обработку плунжера с гильзой (втулкой) начинают с подбора деталей. К каждой втулке подбирают плунжер, который должен входить во втулку примерно на 2/3 длины доведенной поверхности.
Совместная обработка пары

Цвет доведенной поверхности должен быть ровный, матовый, чистоту поверхности сравнивают с эталоном, отвечающим требованиям 11 в класса. Допустимо наличие лишь едва различимых на глаз беспорядочно расположенных мельчайших штрихов.
Для точного контроля и сортировки деталей на группы применяют специальные высокопроизводительные автоматы ВШИ (бывшего МТрМ) марки К-29 и 2К-8. Автомат К-29 предназначен для сортировки игл распылителя по геометрической форме: овальности, огранке и конусности цилиндрической части.
Последние Новости















Кадмирование
 Цинковые электроды, интенсивно растворяясь, засоряют электролит, поэтому их помещают в полотняные чехлы. После цинкования детали промывают в холодной проточной воде, а затем для повышения антикоррозийной стойкости производят пассивирование (осветление). Детали на 3—5 сек. погружают в раствор, содержащий 150 г хромового ангидрида, 4 г серной кислоты на 1 л воды. ... далее
Цинковые электроды, интенсивно растворяясь, засоряют электролит, поэтому их помещают в полотняные чехлы. После цинкования детали промывают в холодной проточной воде, а затем для повышения антикоррозийной стойкости производят пассивирование (осветление). Детали на 3—5 сек. погружают в раствор, содержащий 150 г хромового ангидрида, 4 г серной кислоты на 1 л воды. ... далее




Силуминовые Электроды
 При электродуговой сварке в качестве электродов лучше применять литье стержни из силумина. Диаметр электрода определяется толщиной наплавляемого металла. При толщине наплавляемого металла 2-3 мм диаметр электрода равен 4 мм. Для слоя толщиной 5-6 мм применяют стержень диаметром 5 мм. ... далее
При электродуговой сварке в качестве электродов лучше применять литье стержни из силумина. Диаметр электрода определяется толщиной наплавляемого металла. При толщине наплавляемого металла 2-3 мм диаметр электрода равен 4 мм. Для слоя толщиной 5-6 мм применяют стержень диаметром 5 мм. ... далее




Пазы Против Опор
 Обработку корпуса насоса начинают с фрезерования верхней и нижней плоскостей. Насос устанавливают в приспособление на столе горизонтально-фрезерного станка. В качестве баз для установки детали используют бобышки под стопоры гильз и подшипников на боковой поверхности насоса со стороны полости. Базой в направлении по высоте насоса (по ширине стола) служит необрабатываемая верхняя стенка полости насоса ... далее
Обработку корпуса насоса начинают с фрезерования верхней и нижней плоскостей. Насос устанавливают в приспособление на столе горизонтально-фрезерного станка. В качестве баз для установки детали используют бобышки под стопоры гильз и подшипников на боковой поверхности насоса со стороны полости. Базой в направлении по высоте насоса (по ширине стола) служит необрабатываемая верхняя стенка полости насоса ... далее




Ленд Ровер Сервис - сервис и запчасти Land Rover.
 Для электроискровой обработки конуса корпуса распылителя на Ногинском заводе топливной аппаратуры применяют трехсуппортный станок...
Для электроискровой обработки конуса корпуса распылителя на Ногинском заводе топливной аппаратуры применяют трехсуппортный станок... Для того чтобы обеспечить плотность и равномерную твердость наплавленного металла, особое внимание уделяют приготовлению флюса...
Для того чтобы обеспечить плотность и равномерную твердость наплавленного металла, особое внимание уделяют приготовлению флюса...  При установке ротора в сборе с пружиной, штифтом и двумя лопастями, торцовый зазор между торцовыми поверхностями корпуса и лопасти...
При установке ротора в сборе с пружиной, штифтом и двумя лопастями, торцовый зазор между торцовыми поверхностями корпуса и лопасти...  Отверстия под сальники и шариковые подшипники кулачкового вала в установочном фланце и фланце крепления регулятора топливных ...
Отверстия под сальники и шариковые подшипники кулачкового вала в установочном фланце и фланце крепления регулятора топливных ... На заводах-изготовителях и на предприятиях капитального ремонта дизелей производят качественную комплектовку точных...
На заводах-изготовителях и на предприятиях капитального ремонта дизелей производят качественную комплектовку точных...