Температура Воды

Модельный состав вытапливают в ванне или термошкафу. Модельные блоки погружают в горячую воду литниковыми чашами вверх. Если сборка моделей производилась на металлическом стояке, то спустя 2-3 мин. со времени погружения комплекта в воду стояк извлекают из блока, а через 10-15 мин. должно прекратиться выделение модельной массы из литниковых чаш. Вытопленная модельная масса с поверхности воды собирается в приемнике ванны.
далее

Измеряемую иглу хвостовиком вставляют в отверстие толкателя, а конус иглы направляют в фаску толкателя. По стрелке индикатора определяют отклонение расстояния от контрольного конуса иглы до ее заплечика. Нижний торец корпуса распылителя шлифуют, установив деталь на оправку приспособления с упором в переходный конус и креплением за заплечик.
далее
Интересное
- Машины Компрессорного Действия
- Контроль Размеров Деталей
- Пружина
- Ось Грузиков
- Трехплечий Рычаг
- Механическая Обработка Деталей После Наплавки
- Отверстия Под Подшипники
- Наружный Рычаг Регулятора
- Цилиндр Основного Плунжера
- Крышка и Фланец
- Верхняя Половина Модели Корпуса
- Пазы Под Пальцы Толкателей
- Пружина в Сборке
- Рабочий Конус Детали
- Обработка Отверстий Под Гнезда Подшипников Кулачкового Вала





"Корпус Насоса"
Такую же установку детали применяют и в следующей операции ...
"Детали"
В ряде сопряжений деталей допускается увеличение зазора ...

"Отливка"
Вследствие большой газопроницаемости оболочковых форм воздух и газы ...

"Станки"
Затем комплект литья ставят на плиту пневматической вибрационной установки ...
Герметичность насоса
 При общей сборке насоса корпус шестерен устанавливают на корпус топливоподкачивающего насоса так, чтобы не допустить его перекос на штифтах корпуса насоса. Штифты корпуса топливоподкачивающего насоса в отверстия корпуса шестерен входят с зазором 0,017—0,047 мм; допускается увеличение этого зазора до 0,1 мм. Затем в корпус насоса устанавливают валик в сборе с ведущей шестерней; на ось ведомой шестерни ставят ведомую шестерню с зазором в отверстии 0,006—0,037 мм. Боковой зазор между зубьями шестерен, который проверяют путем прокатывания свинцовой пластины или щупом, должен быть равен 0,2—0,5 мм.
При общей сборке насоса корпус шестерен устанавливают на корпус топливоподкачивающего насоса так, чтобы не допустить его перекос на штифтах корпуса насоса. Штифты корпуса топливоподкачивающего насоса в отверстия корпуса шестерен входят с зазором 0,017—0,047 мм; допускается увеличение этого зазора до 0,1 мм. Затем в корпус насоса устанавливают валик в сборе с ведущей шестерней; на ось ведомой шестерни ставят ведомую шестерню с зазором в отверстии 0,006—0,037 мм. Боковой зазор между зубьями шестерен, который проверяют путем прокатывания свинцовой пластины или щупом, должен быть равен 0,2—0,5 мм.Внутренние полости отливок

Перед началом отливки пресс-форму нагревают газовой горелкой до температуры 200—230° С. До работы, а затем через каждые 15—20 ударов пресс-форму смазывают пушечным салом в смеси с воском. Если требуется, регулировкой гидросистемы подбирают скорость прессования, наиболее подходящую для данной пресс-формы, а также время выдержки в ней отливки (примерно 0,3—0,4 мин.).
ОБРАБОТКА КОРПУСНЫХ ДЕТАЛЕЙ
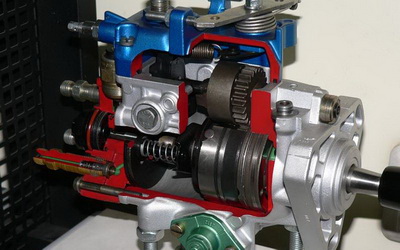
Корпус топливного насоса является наиболее сложной деталью, которая должна обеспечить правильное взаимное расположение узлов и деталей насоса.
Формовочные и стержневые смеси

При данном способе литья возможно применение высокопроизводительных и автоматических установок, исключается необходимость в переработке большого количества формовочных и стержневых смесей, упрощаются выбивка и очистка отливок, увеличивается экономия металла вследствие уменьшения припусков деталей и объема литниковых систем, повышается производительность труда и сокращаются производственные площади.
Литье в оболочковые формы по точности несколько уступает литью по выплавляемым моделям, при котором обеспечивается неразъемная форма.
Крепления регулятора крышки

В заключение испытаний проверяют пропускную способность фильтра. Если она окажется меньше нормы, дополнительно промывают фильтрующие элементы.
Для испытания фильтров применяют специальный стенд. Испытуемый фильтр прикрепляют к кронштейну, к входному штуцеру присоединяют трубопровод от сборной трубки, а к выходному — привертывают кран для слива топлива из фильтра.
Топливоподкачивающий насос приводится в движение от шкива электродвигателя и нагнетает топливо из бака в фильтру и далее во всасывающую полость топливного насоса.
 Снятый с пескодувной машины ящик слегка обстукивают по фланцу деревянным молотком. Сняв верхнюю половину ящика, на его место устанавливают специальную подставку. Далее совместно перевертывают нижний корпус, стержень и подставку и снимают нижнюю половину ящика со стержня. Подставка служит сушителем, вместе с нею стержень устанавливают на подвесной конвейер для отправки в сушильную печь. ...далее
Снятый с пескодувной машины ящик слегка обстукивают по фланцу деревянным молотком. Сняв верхнюю половину ящика, на его место устанавливают специальную подставку. Далее совместно перевертывают нижний корпус, стержень и подставку и снимают нижнюю половину ящика со стержня. Подставка служит сушителем, вместе с нею стержень устанавливают на подвесной конвейер для отправки в сушильную печь. ...далее
 Наибольшую чистоту поверхности можно достигнуть при обработке тонкими пастами окиси хрома или окиси алюминия, разведенными керосином. Угол наклона деталей зависит от длины притираемой поверхности. Большое значение имеет величина эксцентрицитета сепаратора. Лучшая чистота поверхности плунжеров диаметром 10 мм получается при угле наклона 12° и эксцентрицитете 6 мм ...далее
Наибольшую чистоту поверхности можно достигнуть при обработке тонкими пастами окиси хрома или окиси алюминия, разведенными керосином. Угол наклона деталей зависит от длины притираемой поверхности. Большое значение имеет величина эксцентрицитета сепаратора. Лучшая чистота поверхности плунжеров диаметром 10 мм получается при угле наклона 12° и эксцентрицитете 6 мм ...далее
 Подвижную и неподвижную половинки кокилей устанавливают на кокильный станок или собирают на специальных подставках. Кокильный станок представляет собой чугунный или сварной столик, на котором крепится стойка неподвижной половины и механизм перемещения подвижной половины кокиля. Таким механизмом служит винт с гайкой или зубчатое колесо с рейкой ...далее
Подвижную и неподвижную половинки кокилей устанавливают на кокильный станок или собирают на специальных подставках. Кокильный станок представляет собой чугунный или сварной столик, на котором крепится стойка неподвижной половины и механизм перемещения подвижной половины кокиля. Таким механизмом служит винт с гайкой или зубчатое колесо с рейкой ...далее
Последние Новости















Кадмирование
 Цинковые электроды, интенсивно растворяясь, засоряют электролит, поэтому их помещают в полотняные чехлы. После цинкования детали промывают в холодной проточной воде, а затем для повышения антикоррозийной стойкости производят пассивирование (осветление). Детали на 3—5 сек. погружают в раствор, содержащий 150 г хромового ангидрида, 4 г серной кислоты на 1 л воды. ... далее
Цинковые электроды, интенсивно растворяясь, засоряют электролит, поэтому их помещают в полотняные чехлы. После цинкования детали промывают в холодной проточной воде, а затем для повышения антикоррозийной стойкости производят пассивирование (осветление). Детали на 3—5 сек. погружают в раствор, содержащий 150 г хромового ангидрида, 4 г серной кислоты на 1 л воды. ... далее




Силуминовые Электроды
 При электродуговой сварке в качестве электродов лучше применять литье стержни из силумина. Диаметр электрода определяется толщиной наплавляемого металла. При толщине наплавляемого металла 2-3 мм диаметр электрода равен 4 мм. Для слоя толщиной 5-6 мм применяют стержень диаметром 5 мм. ... далее
При электродуговой сварке в качестве электродов лучше применять литье стержни из силумина. Диаметр электрода определяется толщиной наплавляемого металла. При толщине наплавляемого металла 2-3 мм диаметр электрода равен 4 мм. Для слоя толщиной 5-6 мм применяют стержень диаметром 5 мм. ... далее




Пазы Против Опор
 Обработку корпуса насоса начинают с фрезерования верхней и нижней плоскостей. Насос устанавливают в приспособление на столе горизонтально-фрезерного станка. В качестве баз для установки детали используют бобышки под стопоры гильз и подшипников на боковой поверхности насоса со стороны полости. Базой в направлении по высоте насоса (по ширине стола) служит необрабатываемая верхняя стенка полости насоса ... далее
Обработку корпуса насоса начинают с фрезерования верхней и нижней плоскостей. Насос устанавливают в приспособление на столе горизонтально-фрезерного станка. В качестве баз для установки детали используют бобышки под стопоры гильз и подшипников на боковой поверхности насоса со стороны полости. Базой в направлении по высоте насоса (по ширине стола) служит необрабатываемая верхняя стенка полости насоса ... далее




Ленд Ровер Сервис - сервис и запчасти Land Rover.
 Для электроискровой обработки конуса корпуса распылителя на Ногинском заводе топливной аппаратуры применяют трехсуппортный станок...
Для электроискровой обработки конуса корпуса распылителя на Ногинском заводе топливной аппаратуры применяют трехсуппортный станок... Для того чтобы обеспечить плотность и равномерную твердость наплавленного металла, особое внимание уделяют приготовлению флюса...
Для того чтобы обеспечить плотность и равномерную твердость наплавленного металла, особое внимание уделяют приготовлению флюса...  При установке ротора в сборе с пружиной, штифтом и двумя лопастями, торцовый зазор между торцовыми поверхностями корпуса и лопасти...
При установке ротора в сборе с пружиной, штифтом и двумя лопастями, торцовый зазор между торцовыми поверхностями корпуса и лопасти...  Отверстия под сальники и шариковые подшипники кулачкового вала в установочном фланце и фланце крепления регулятора топливных ...
Отверстия под сальники и шариковые подшипники кулачкового вала в установочном фланце и фланце крепления регулятора топливных ... На заводах-изготовителях и на предприятиях капитального ремонта дизелей производят качественную комплектовку точных...
На заводах-изготовителях и на предприятиях капитального ремонта дизелей производят качественную комплектовку точных...